První zapnutí tiskárny
Na stránkách rebelove.org nebo jrc.cz si stáhněte nejprve návod pro stavbu tiskárny.
Před prvním zapnutím tiskárny je nutné si do počítače nainstalovat Repetier hosta, firmware jsem již nahrál při testování Arduina.
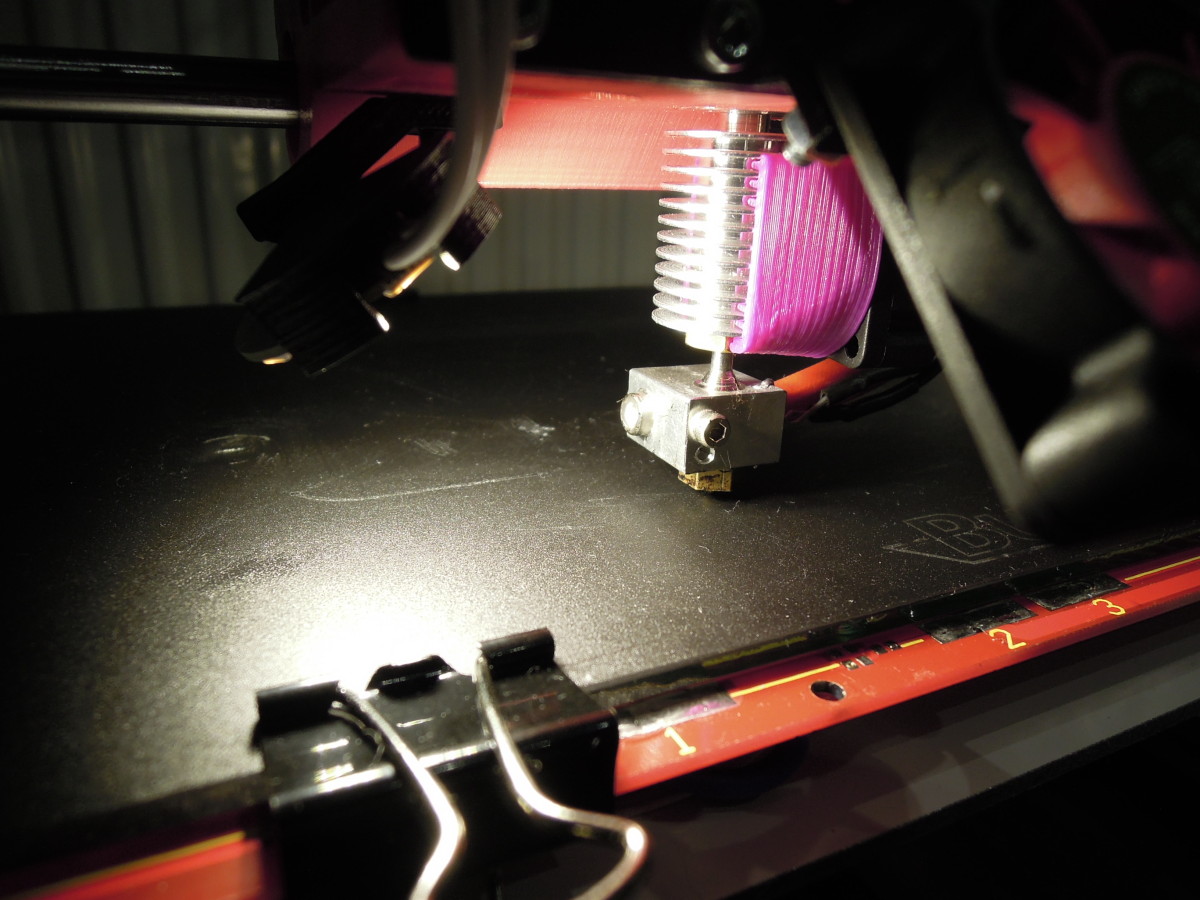
Prvním zapnutím je pouze připojení Arduina přes USB a odzkoušení, že se měří teplota a fungují referenční snímače. Jenže mě na displeji tiskárny svítila teplota HB a HE stále 0°C.
Posléze jsem přišel na to, že hned po zapnutí tískárny se teplota na 2 sekudy ukáže a pak zas nic. Tudíž jsem přeměřil termistory a hle HB neměřil, při úpravě naletovaného pinu, který něšel zastrčit do konektoru jse zlomi drátek.
Po opravě už měření fungovalo, odzkoušel jsem i referenční snímače, takže hurá dál a zapneme i hlavní napájení (předem jsem nastavil 11,8V).
Oživoval jsem jednotlivé motory postupně, takže jsem i postupně přidával Pololu do Ramps a vždy nastavil napětí zatím něco málo přes 0,3V a na čipy nalepil chladiče (bez těch chladičů to i vydrželo tisk kalibrační kostičky, ale raději si je nalepte hned).
Osa X reference OK, osa Y ovšem měla opačný směr, osa Z také OK.
0181: #define INVERT_Y_DIR 1
Jelikož jsem zatím zapomněl jaký firmware jsem do Arduina nahrál a kam jsem si ho uložil, tak jsem si stáhl Repetier_RII_91_V8_full_GLCD_JRC a začal upravovat configuration.h (nejprve nelogicky textovým editorem a až následně rovnou ve vývojovém prostředí Arduina).
Současně během testování jsem začal topit častěji HB, jelikož se alespoň srovná a lépe se bude nastavovat (cca po 4 hodinách je skoro rovný).
Nevím čím vším se liší HW rebela a jrc, ale oba firmware jsou dost odlišné, každopádně jsem většinu parametrů v configuration.h převzal od rebela (rychlosti, akcelerace, max teploty).
Nakonec jsem doladil referenci osy Z a následně dorovnal podložku (možná chyba, ale nejprve jsem používal sklo 2mm, které se krásně prohlo podle křivé podložky), tudíž to byla dřina, ale dejme tomu, že na čtvrtině podložky jsem trysku dostal na tloušťku kancelářského papíru od skla.
Nastavení parametrů tiskárny
První tisk – ABS
fillamentum black
Na internetu jsem našel video, jak se přibližně zachází se Slicrem a co jaký parametr znamená.
Slic3r natavení:
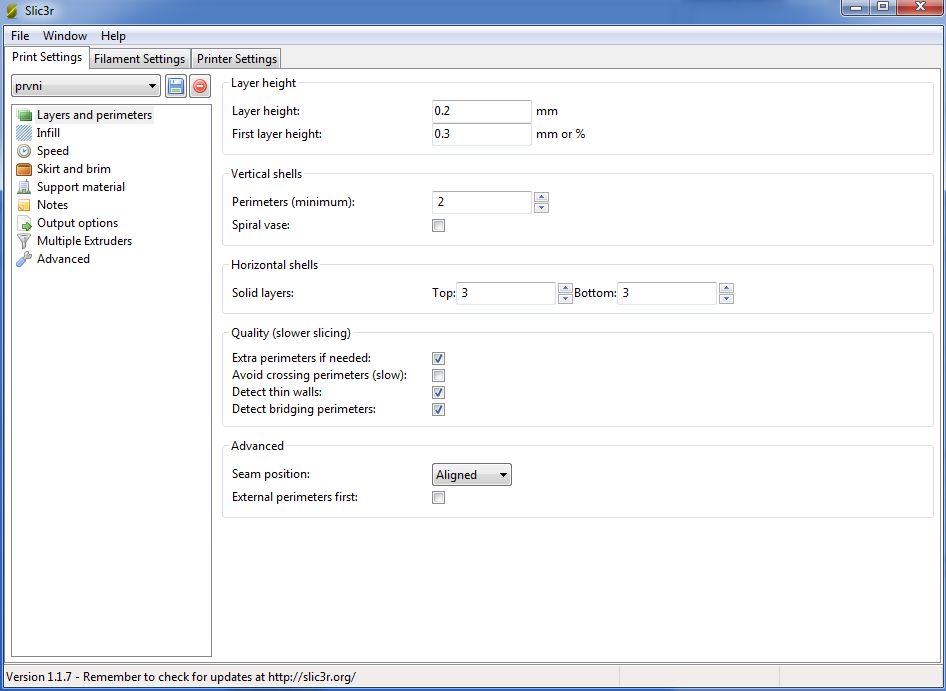
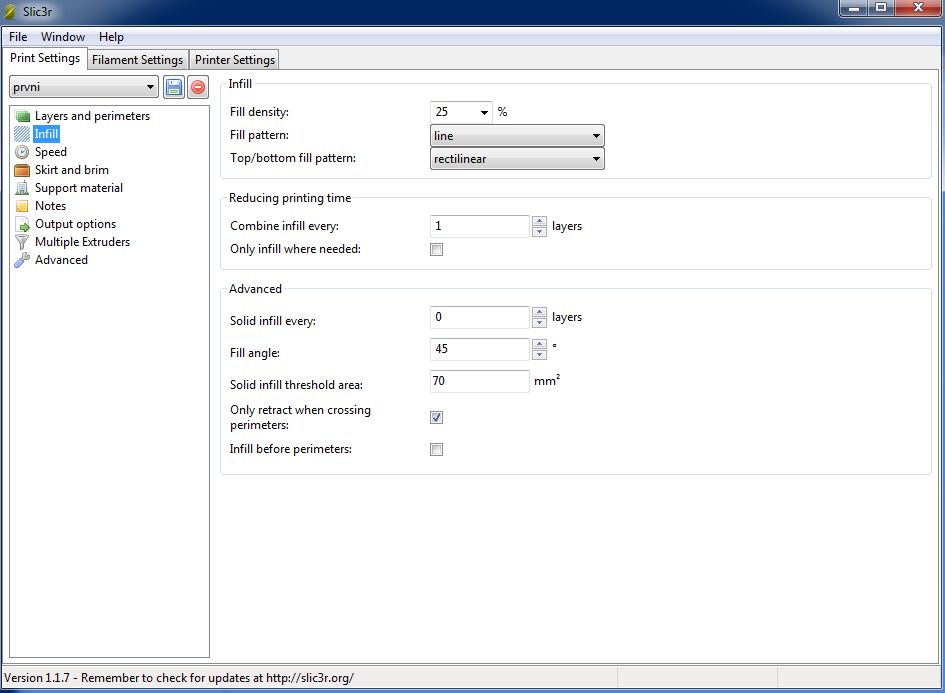
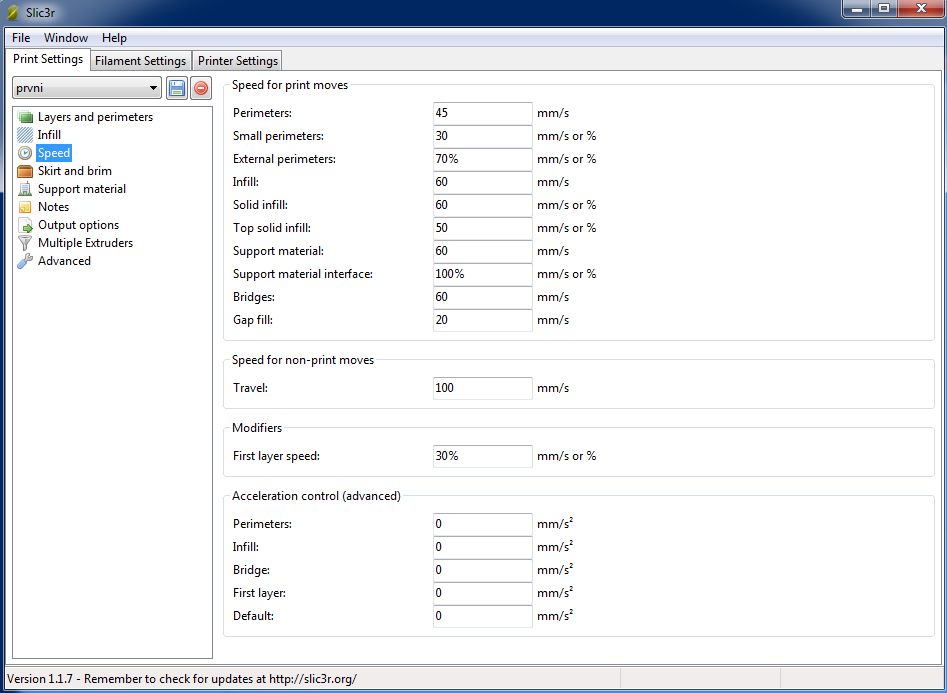
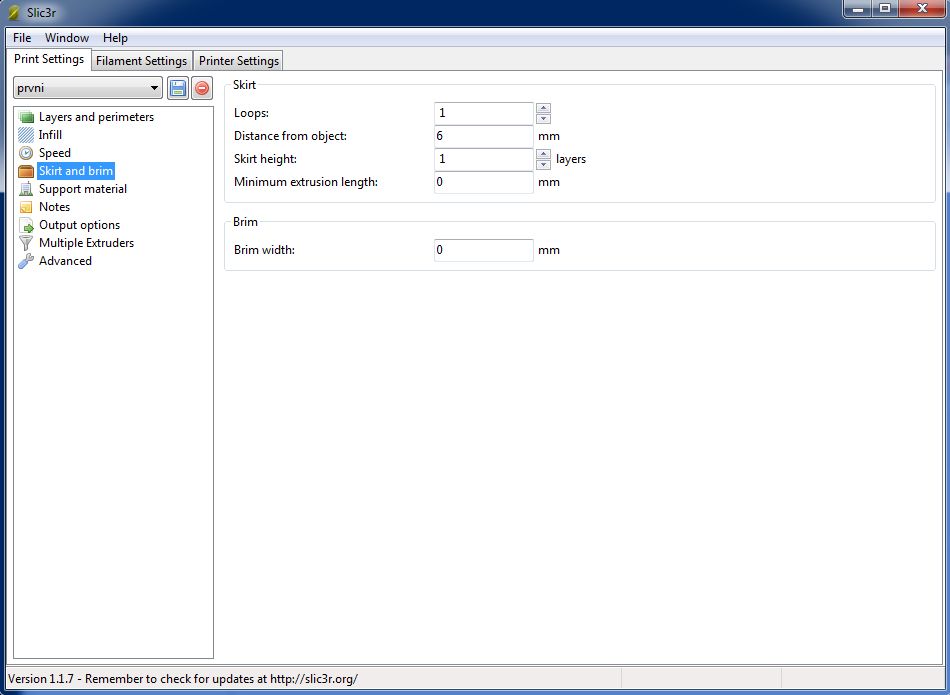
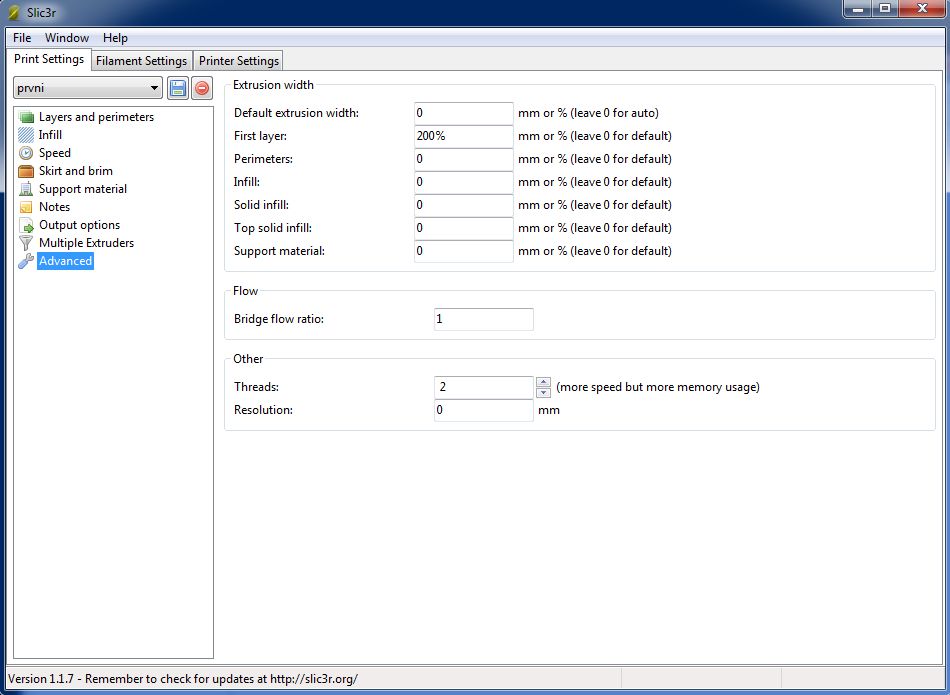
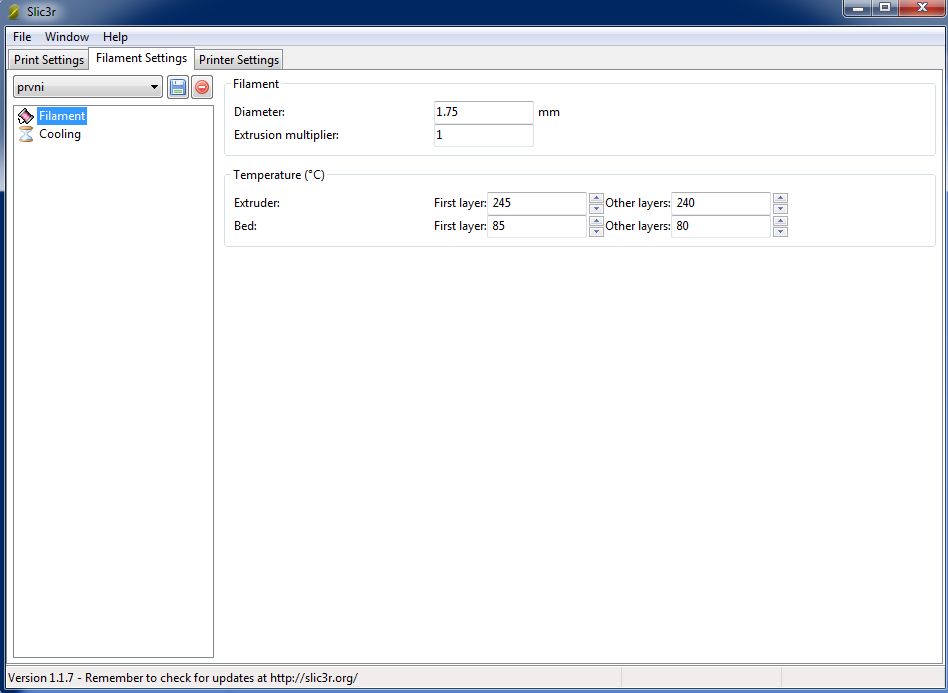
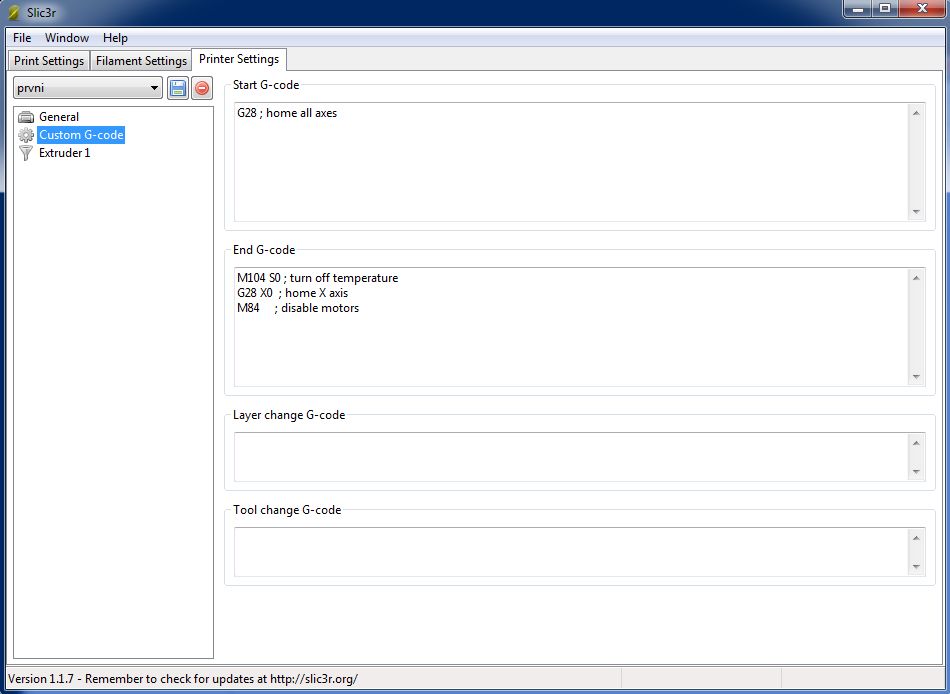
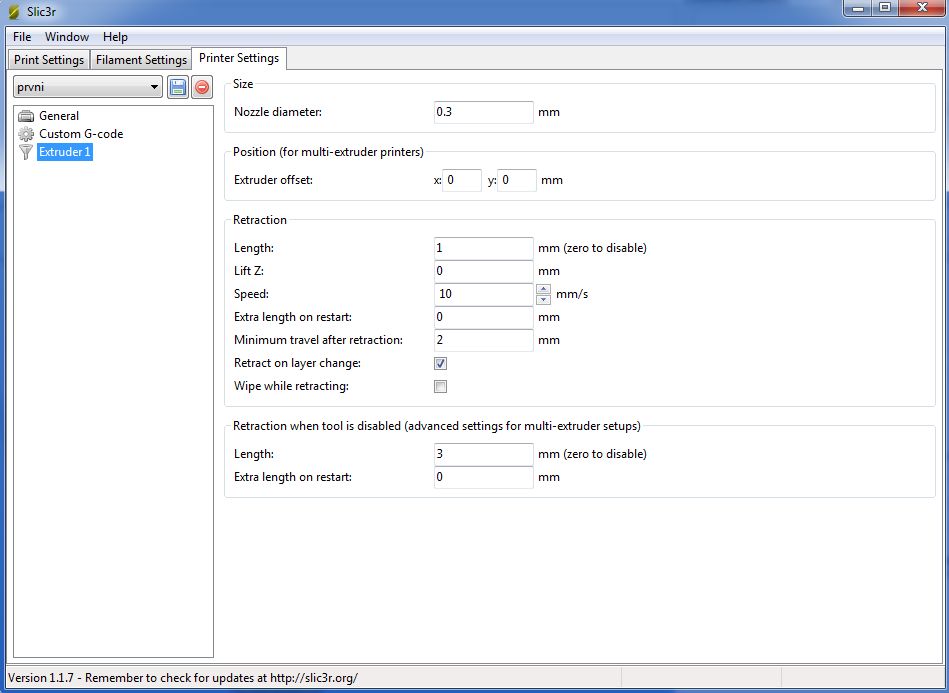
v případě zájmu manuál ZDE
Nedalo mi to a ač jsem ještě nedokázal vše pořádně seřídit, tak jsem si z internetu stáhnul kalibrační kostičky (ideální je 20x20x20mm) a pustil tisk. Upozorňuji, že jsem ani nepřipravoval podklad pro tisk a rovnou pustil tisk na čisté sklo.
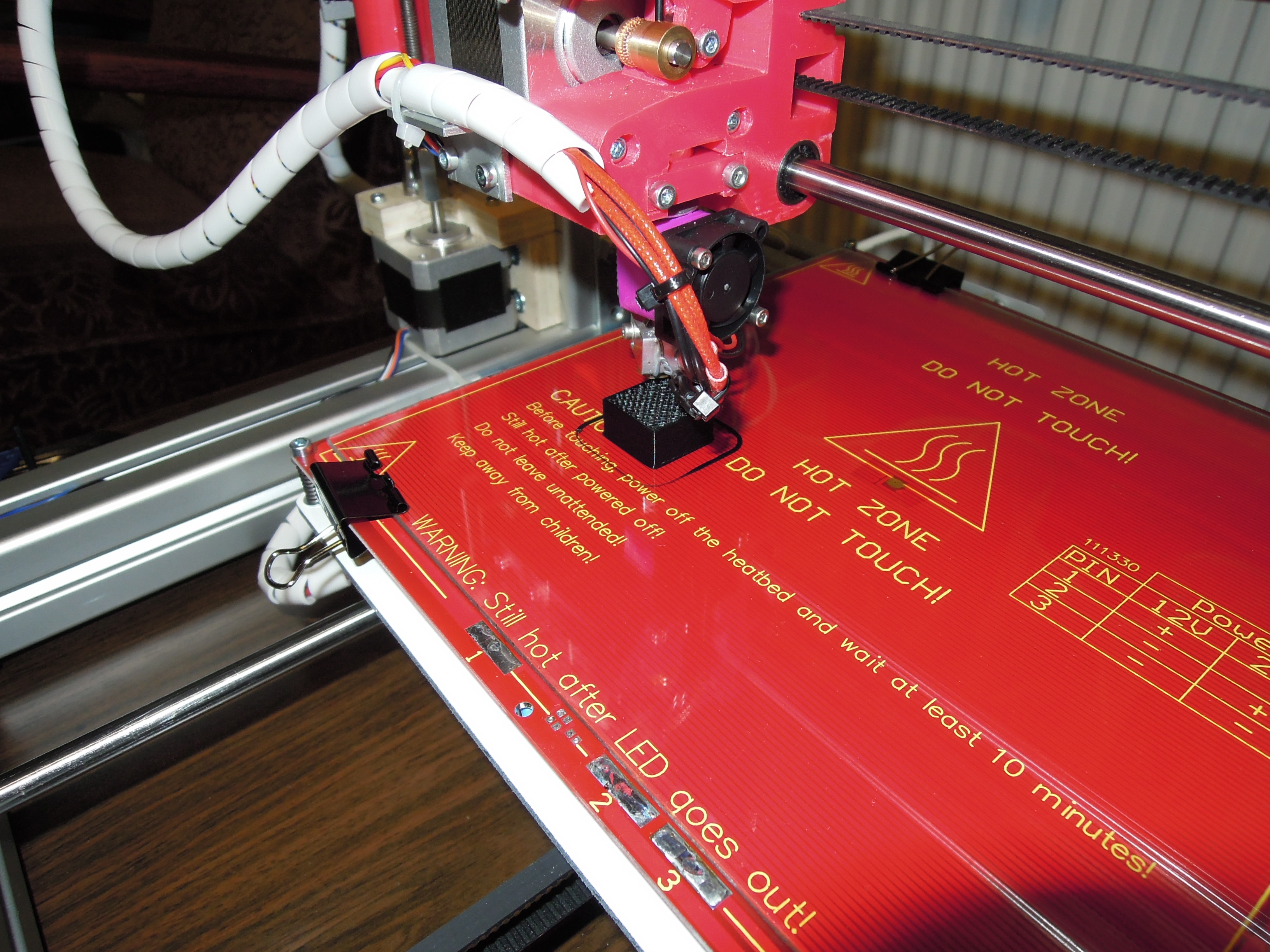
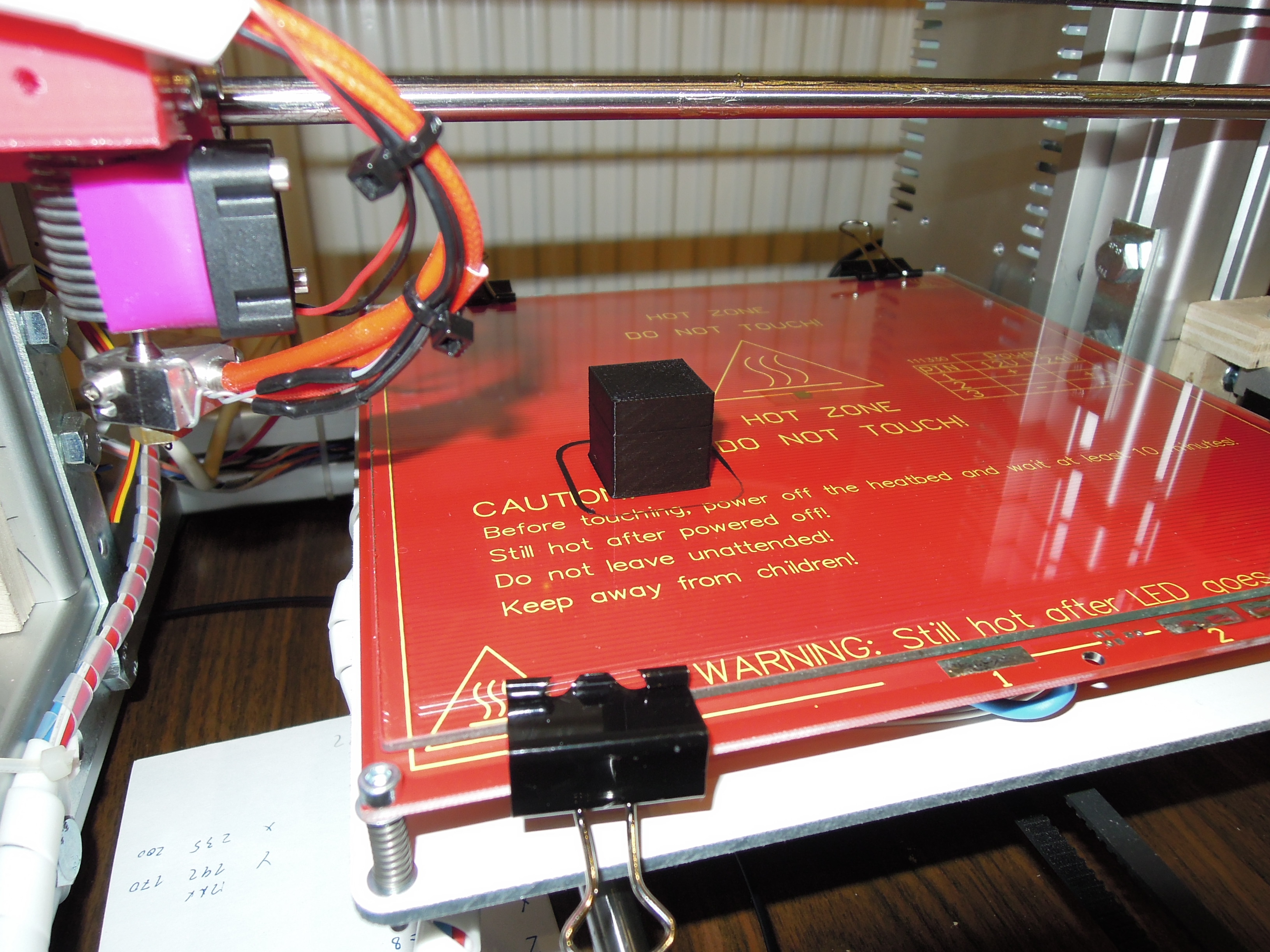
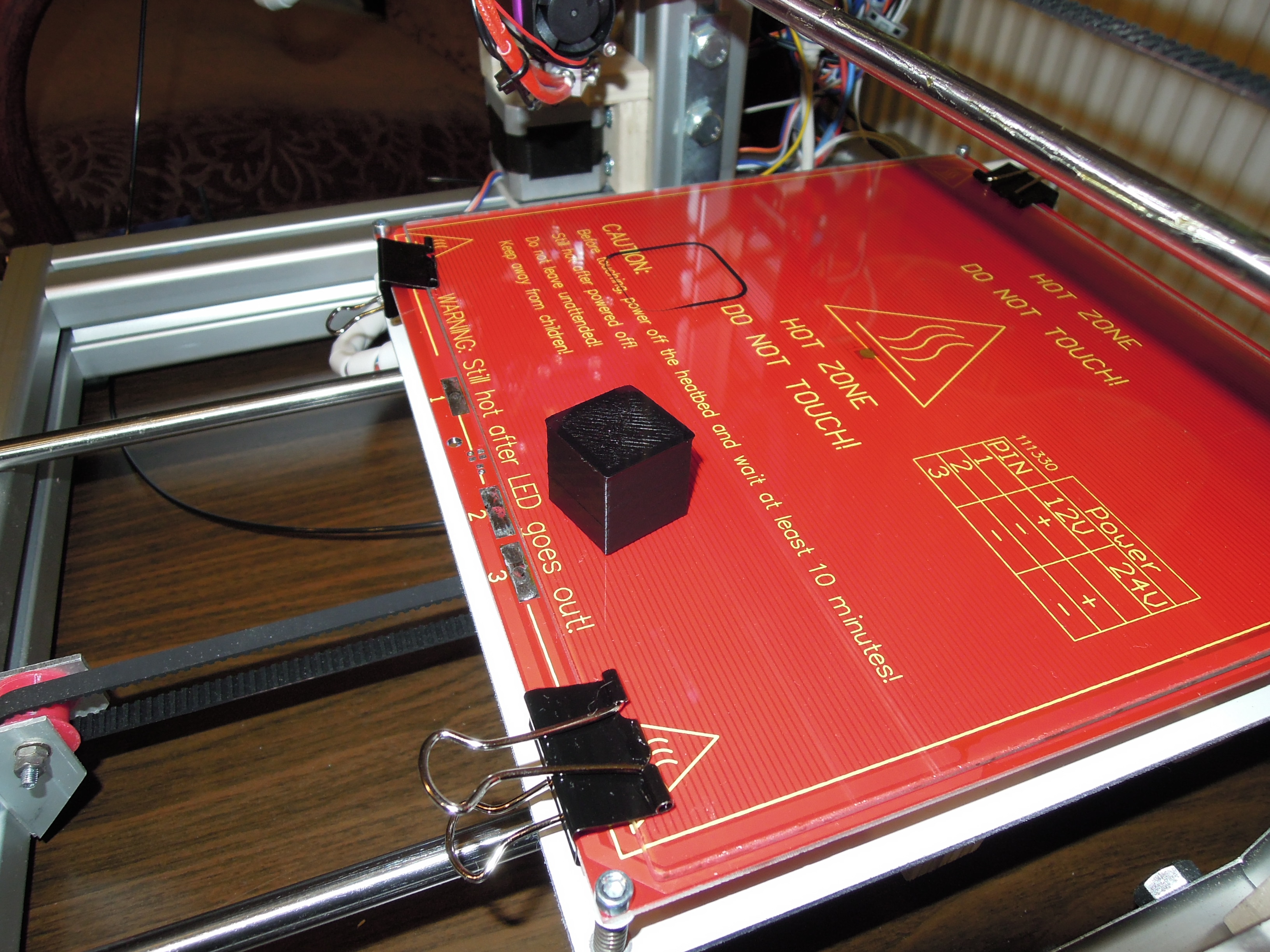
Trysku jsem měl moc nízko, takže spodní vrstvu to pěkně rozmázlo, za to se ale krásně přilepila k podložce.
BuildTak
Natěšen z předchozího úspěchu jsem po výměně skla z 2mm na 3mm spustil další tisk (tlačítko pro krabičku LCD) a hle, už se materiál ke sklu nepřilepil. Než jsem ale začal objednávat materiál na tiskárnu, tak jsem se dočetl o podložce BuilTak. Odmastil jsem sklo a nalepil ji. VĚNUJTE LEPENÍ VÍCE POZORNOSTI než já. Je třeba ji lepit bez jediné bublinky, pěkně postupně stěrkou přimačkávat.
Tisk na podložku se krásně přilepil, jenže aniž bych četl na fóru pár informací, tak jsem nechal teplotu HB na 120°C což vedlo k tomu, že tlačítko s půdorysem cca. 10×5 mm nešlo z podložky sundat. Tudíž skirt kolem tisku jsem pracně oškrabal (spíše po kouskách odřezal) a tlačítko samotné doslova řezal a páčil, čímž jsem podložku od skla částečně odlepil a nožem naříznul. Přijde vám logické tisknout věci doprostřed (tudíž asi nemusím psát, kde jsem tu podložku proříznul).
Vylepšení tiskárny
Když už to tiskne, tak je třeba na tiskárně doplnit pár věcí a vylepšit to co bylo vyrobeno né zrovna profesionálně. Hlavně se tím člověk zdokonalí v nastavování různých parametrů tisku.
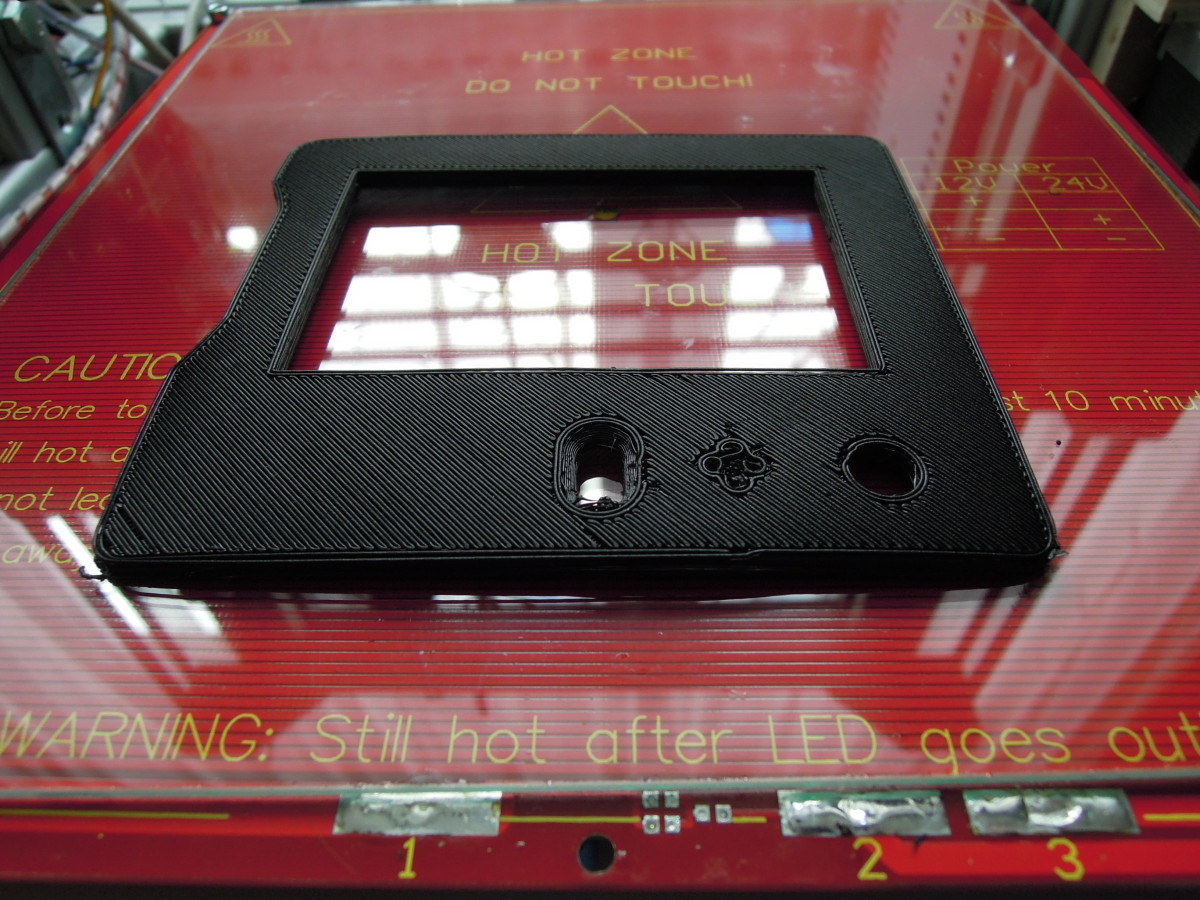
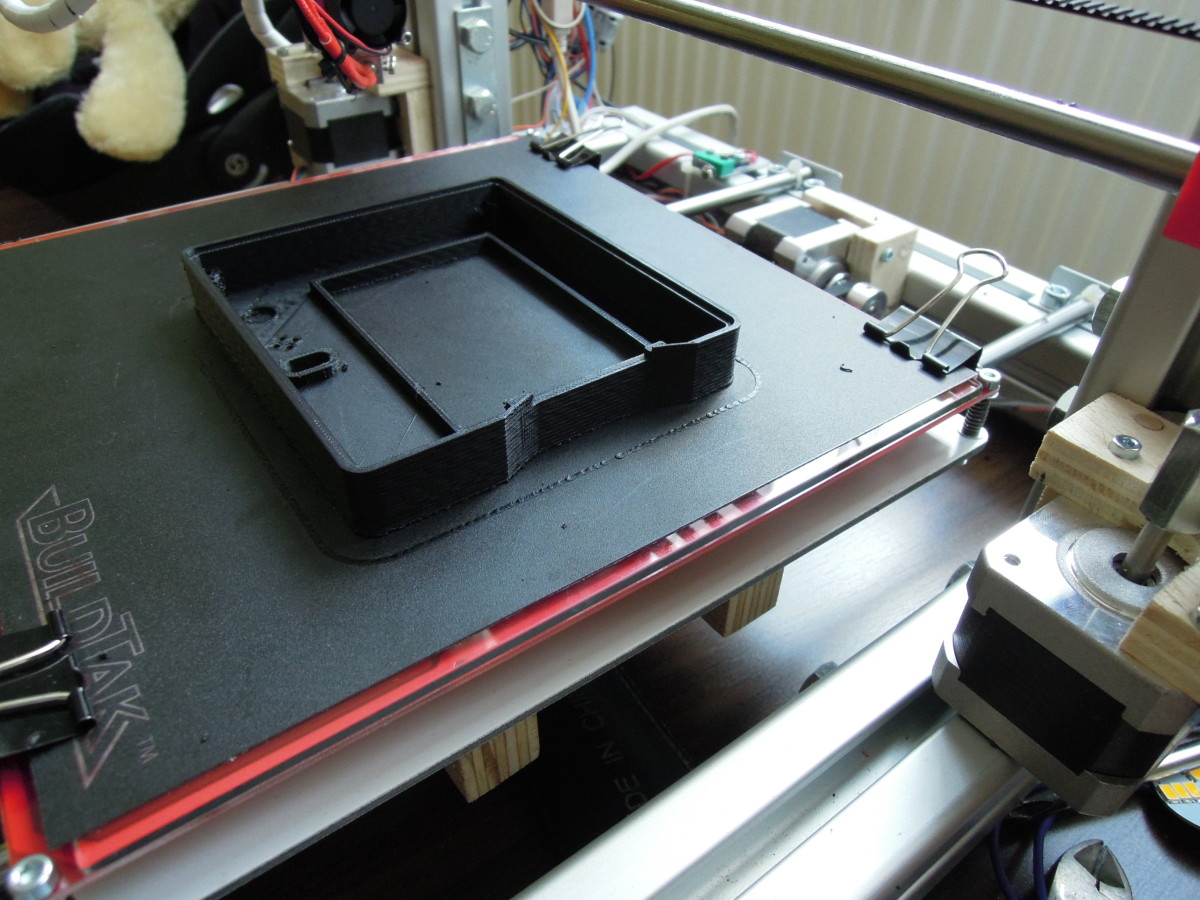
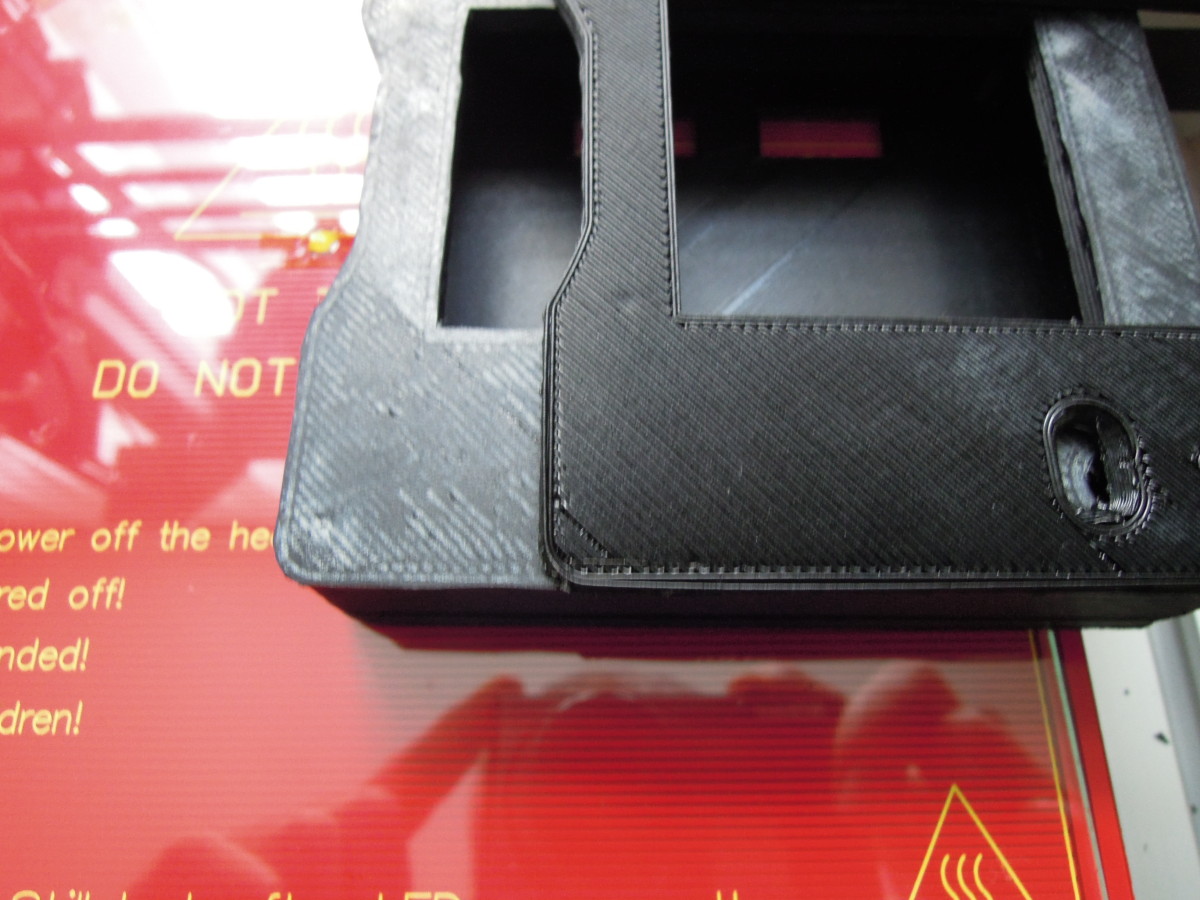
Jako první bylo nutné vyrobit krabičku na LCD. Spodní díl krabičky se vytisk krásně, jen se začaly zvedat rohy od podložky, ale jelikož to je zadní díl, tak to neřeším. Ovšem přední díl byla jiná, nová tloušťka skla, špatá výška Z a tu vidíte výsledek, po půl hodině tisku se odlepily rohy, ovšem krásný design čelního panelu :-). Tudíž jsem opravil výšku stolku a spustil tisk znovu a jak je vidět na obrázku výsledek je mnohem lepší.
Chystám se vyzkoušet také tisk PLA, ale nemám ventilátor ofuku, tudíž další součástka k tisku byl držák ventilátor (foto jsem nestihl). Malé věci ale není problém tisknou, ale stále se potýkám s nadzvedáváním rohů.
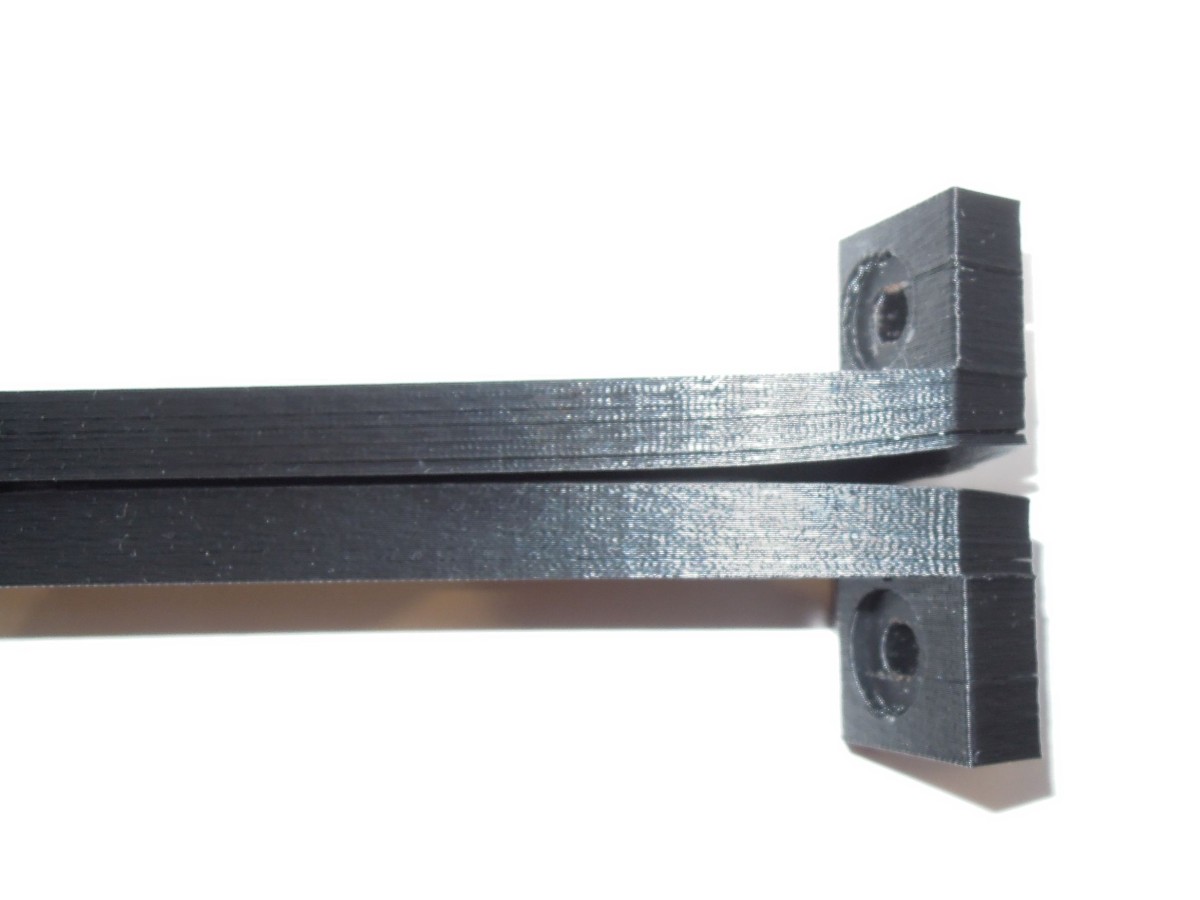
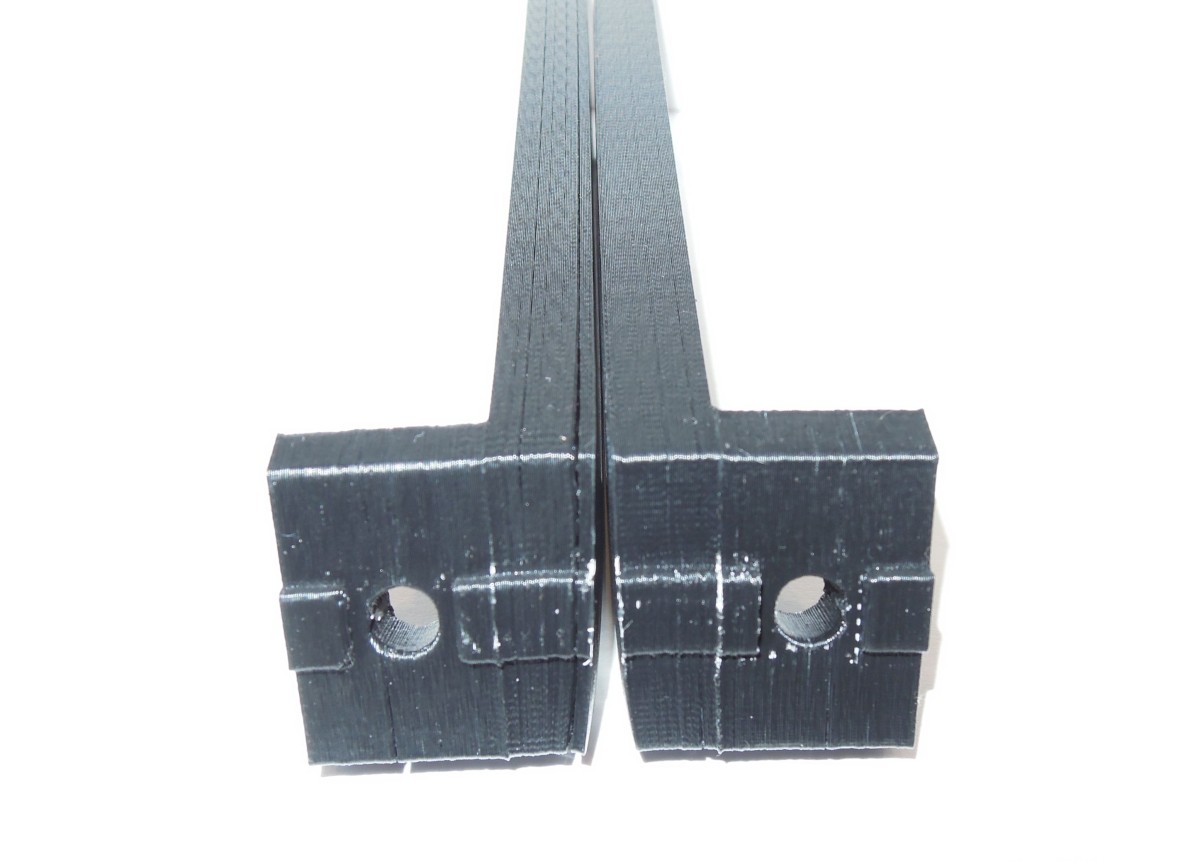
Následoval držák špulky filamentu. Tento objekt je už větší, dokonce jsem tiskl oba díli najednou, opět se díl během tisku začal odlepovat (stále tisknu pouze na BuildTak s teplotou 85°C). Zkusím do budoucna experimentovat ještě s teplotou podložky, případně s uzavřením tiskárny.

Tiskárna má za sebou 16 hodin tisku a jaksi se projevuje nedostatek domku lineárních ložisek HB z překližky (je přišroubován jen jedním vrutem a zjevně se uvolnil a krásně vrže o desku), tudíž je třeba vytisknout dálší kus tiskárny – domky ložisek osy Y.
Jelikož jsem slepej, tak jsem si na pojezd extruderu doplnil osvětlení.
Další rozšíření fan extender
0047: #define FAN_PIN 11
0093: #define EXT0_EXTRUDER_COOLER_PIN 6
0311: #define FEATURE_FAN_CONTROL 1
0312: #define FEATURE_CONTROLLER 11
0637: „fanPin“: 11,
Tisk – PLA
Jako první PLA materiál se mi dostal kousek od Plasty Mladeč. Jako podklad pro tisk jsem vyzkoušel krepovou pásku a suché lepidlo na papír Kores.
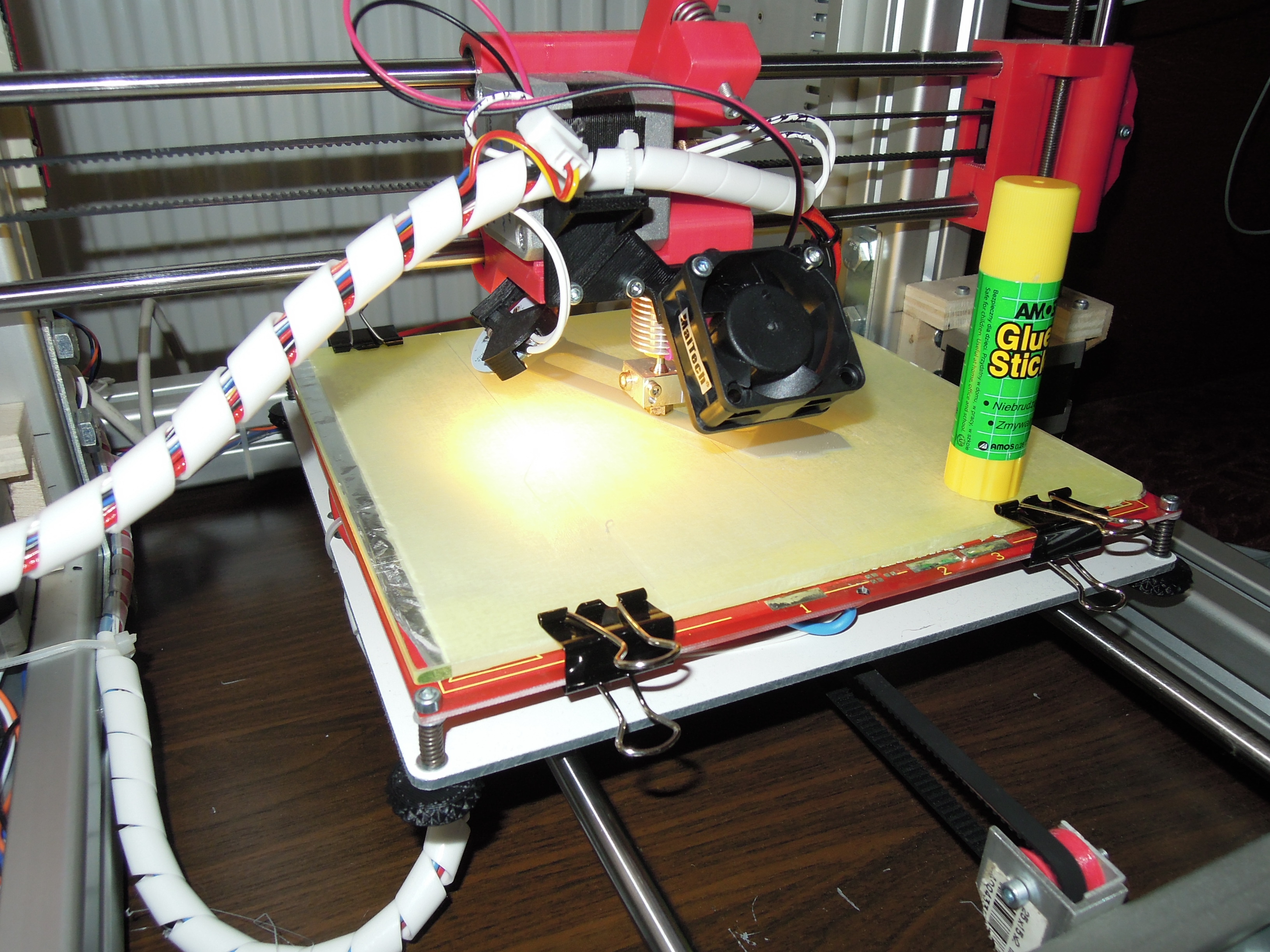
Krepová páska se teplem kroutí, proto doporučuji jí nechat mnohem delší než je skleněná deska a konce přilepit až někam pod hliníkovou desku pojezdu. Při prvním tisku na novou pásku se mi občas stalo, že tisk druhé vrstvy utrhl první vrstu a už se v tom triska jen patlala. Druhý tisk už byl bezproblémový. Po sloupnutí výtisku z pásky (měnší objekty jdou velice snadno, u větších jsem pásku většinou roztrhal) se pod páskou objevili vzduchové bubliny, které jsem pro další tisk ignoroval a nijak zásadně neovlivnili tisk několika dalších objektů na to samé místo.
Lepidlo Kores je vhodné nanést na vychladlou podložku, případně dorozmatlat prsty(případně i trošku navlhčit vodou), jelikož nerovnost lepidla se mi obtiskla do spodní vrstvy tisku. Sloupnutí tisku z podložky je poměrně snadné, pouze vždy sebou odebere i kus lepidla (to z tisku oláchnete vodou). Zkoušel jsem i několikrát opakovat ten samý tisk na to samé místo bez obnovy lepidla a dá se říct že 3x a dost. Pokud na tom nějak nezáleží, tak i na teplou podložku jsem nanesl lepidlo na mezery, jen už nesmíte počítat s rovnou spodní vrstvou. Jinak je třeba skolo důkladně vydrbat pod vodou a znovu nanést lepidlo.
Jak je známo, tak PLA nemá tak velkou roztažnost jako ABS a tak nejraději tisknu z něj.
Několik málo pokusů s nastavením sliceru. Vesměs jsem si hrál jen s objemem materiálu a teplotou tisku
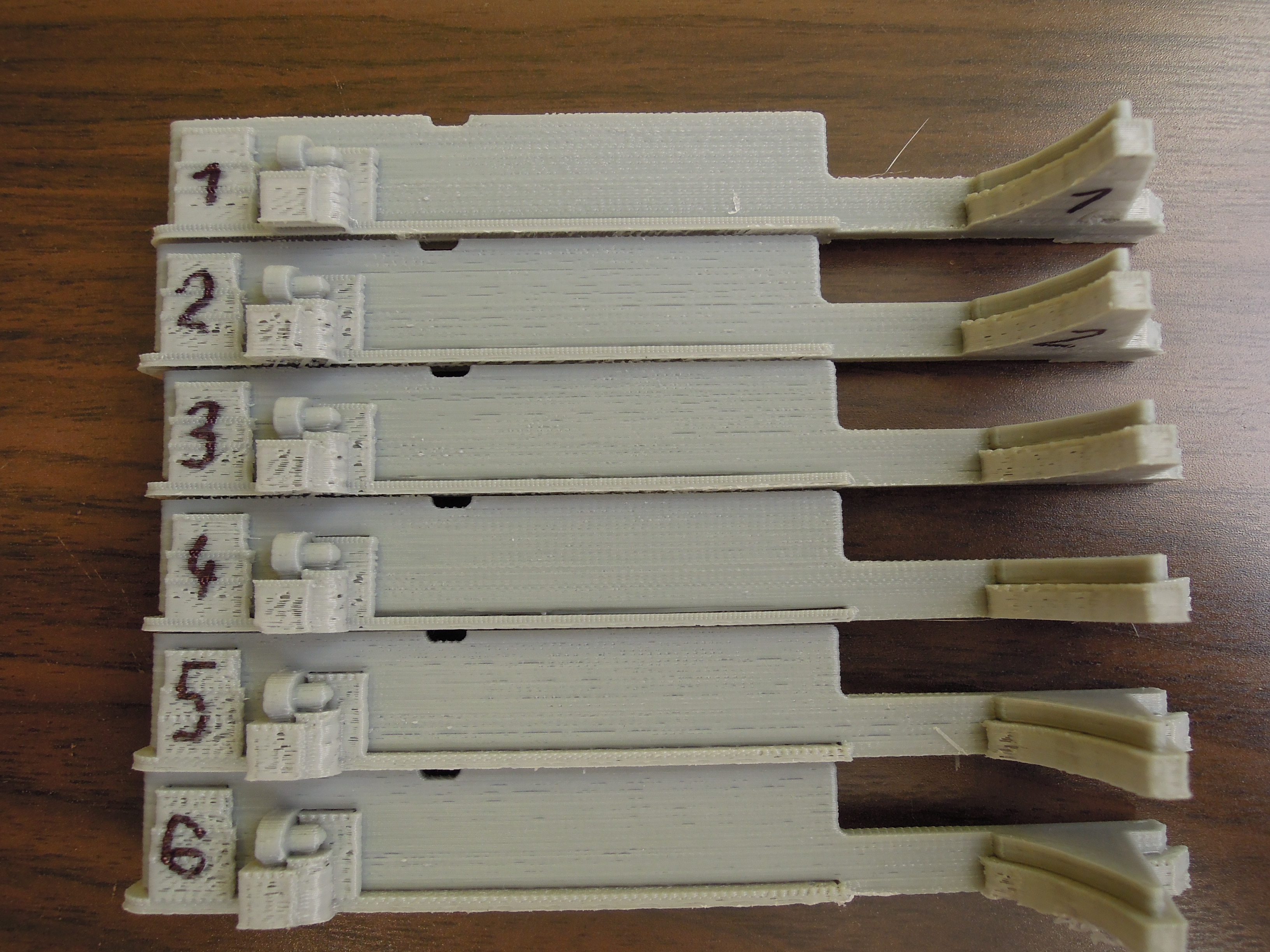
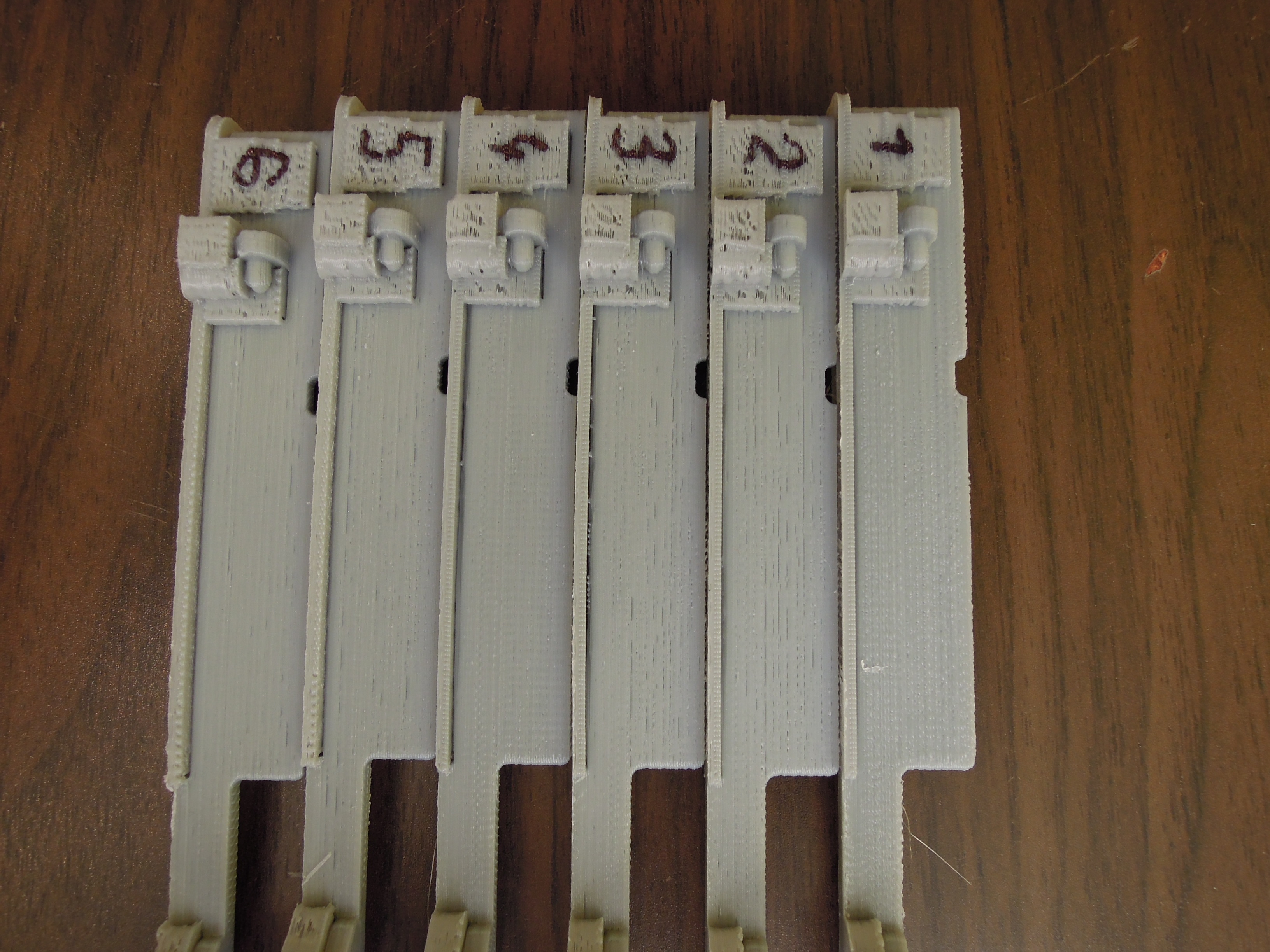


| tisk | násobek materiálu | teplota tisku | výplň | rychlost tisku peri / small peri / infil | mezera support a 1. vrstva |
|---|---|---|---|---|---|
| 1 | 1.1 | 215 / 2210 | 95 % | 80 / 60 / 100 | 0.2 |
| 2 | 1.0 | 215 / 210 | 95 % | 80 / 60 / 100 | 0.2 |
| 3 | 1.0 | 225 / 220 | 95 % | 80 / 60 / 100 | 0.2 |
| 4 | 1.05 | 220 / 218 | 95 % | 80 / 60 / 100 | 0.2 |
| 5 | 1.02 | 220 / 215 | 95 % | 80 / 60 / 100 | 0.1 |
| 6 | 1.03 | 220 / 215 | 95 % | 80 / 60 / 100 | 0.1 |